

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




Productive manufacturing processes must be flexible. Lot sizes are becoming smaller, clock speeds faster and quality demands ever higher. As a result, conventional inspection processes are reaching their limitations. This is not the case for industrial image processing systems. Thanks to their enormous potential, they have increasingly developed into the standard discipline for automation technology – especially since intelligent image processing systems have made their application easier. We offer you a wide range for all application areas – from systems for application-specific image processing up to general purpose systems for universal use.
According to its strategy, Provendor invests in machine vision systems.
Familiarize yourself with the technology and ask for a bid!
The main reasons for the rapid growth in the use of machine vision in industry today, are in the possibilities it’s offering. It’s being implemented on many different applications on different areas of industry, for example: object- & motion recognition, measurement, inspection, assembly and control-tasks.
As component-sizes are getting smaller and production lines ever faster, demands for accuracy and automated quality control must be met. The electronics-industry uses machine vision for measurement, inspection and assembly-tasks.
As demands for foodstuff quality and increased production-line speed grow, the need for fast quality inspection arises. Materials are sorted by size, quality and color using machine vision. The final product and packaging is inspected with machine vision before it’s delivered to the grocers shelf.
The demand for quality in products of the pharmaceutical industry is extremely high. To assure this quality, materials and final products undergo inspections with the latest technology. Machine vision fits in well when it comes to pharmaceutical quality control.
Machine industry
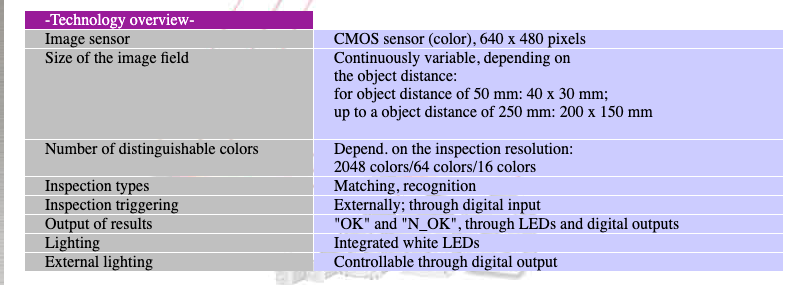
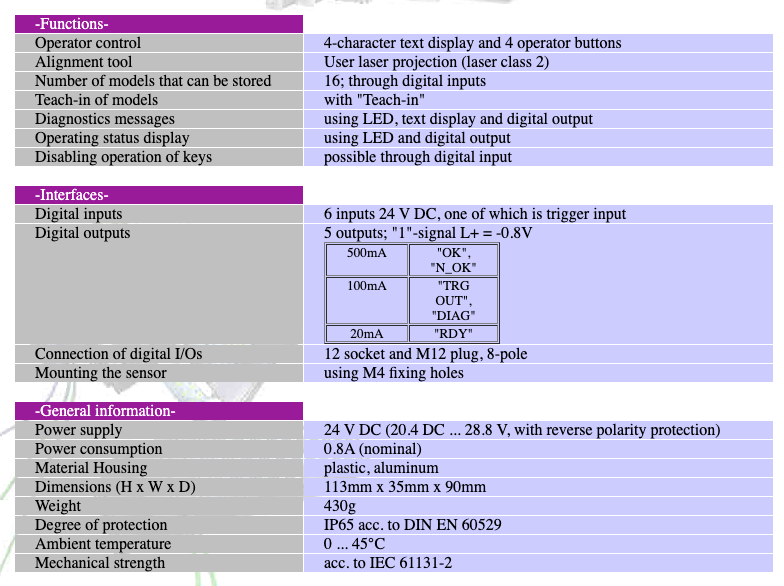
The compact color area sensor SIMATIC MV220 is a complete image processing system for the automatic inspection of color objects. The MV220 is designed for applications in industrial manufacturing, packaging applications and food & beverage industry.
| Cookie | Duration | Description |
|---|---|---|
| cookielawinfo-checkbox-analytics | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics". |
| cookielawinfo-checkbox-functional | 11 months | The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional". |
| cookielawinfo-checkbox-necessary | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary". |
| cookielawinfo-checkbox-others | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other. |
| cookielawinfo-checkbox-performance | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance". |
| viewed_cookie_policy | 11 months | The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data. |